Application of activated bleaching earth in oil refining bleaching
1. Application of activated bleaching earth in oil refining bleaching
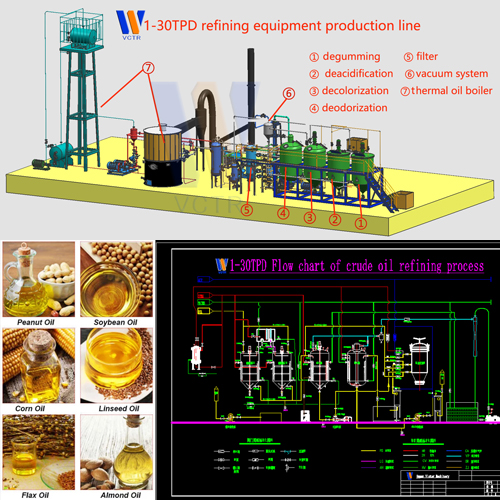
Activated bleaching earth has a strong selective adsorption effect on pigments. Under certain conditions, it can adsorb pigments and other impurities in oil, so as to achieve the purpose of bleaching. The oil treated by the adsorbent not only achieves the purpose of improving the oil color and removing the gum, but also can effectively remove some trace metal ions in the oil and some substances that can cause hydrogenation catalyst poisoning.So as to provide good conditions for the further oil refining.
Activated bleaching earth has a large specific surface area, strong adsorption capacity, low activity, and does not react with oils and other chemical substances. It has become the most widely used edible oil decolorizer.The amount of bleaching earth added in the oil bleaching process is determined according to the color of the oil and the requirements for the refined oil.For example, the internal control standard of oil used in small packaging is higher than that of bulk oil sold outside, and the amount of bleaching earth used in the oil bleaching process is slightly more.Generally, the amount used for oil bleaching is 2%-5% of the oil weight. The more bleaching earth is added, the better the bleaching effect. However, excessive addition of bleaching earth will also reduce the yield of refined oil, because the bleaching earth absorbs some oil while adsorbing pigments, which increases refining consumption and costs. Generally, the oil content of waste bleaching earth in refining workshops is generally 20%-25% . At present, a few companies use the solvent extraction method to separate the oil from the activated waste bleaching earth, but the separated oil is jet-black due to the action of the clay, and cannot be decolorized to produce a good color. Therefore, domestic oil refining manufacturers regard the oil content of waste bleaching earth as an important indicator for the selection of activated bleaching earth manufacturers.
2. Acceptance criteria for refined vegetable oil decolorized bleaching earth
Color: white or gray, light pink,
Appearance: powdery solid
Bleaching rate: ≥90%
Particle size (passing 200 mesh screen, %): ≥90%
Moisture: ≤10%
Free acid (calculated as H2SO4, %): ≤0.3
The national standard GB25571-2011 stipulates the physical and chemical indexes of activated clay as follows:
Activated bleaching earth has a strong selective adsorption effect on pigments. Under certain conditions, it can adsorb pigments and other impurities in oil, so as to achieve the purpose of bleaching. The oil treated by the adsorbent not only achieves the purpose of improving the oil color and removing the gum, but also can effectively remove some trace metal ions in the oil and some substances that can cause hydrogenation catalyst poisoning.So as to provide good conditions for the further oil refining.
Activated bleaching earth has a large specific surface area, strong adsorption capacity, low activity, and does not react with oils and other chemical substances. It has become the most widely used edible oil decolorizer.The amount of bleaching earth added in the oil bleaching process is determined according to the color of the oil and the requirements for the refined oil.For example, the internal control standard of oil used in small packaging is higher than that of bulk oil sold outside, and the amount of bleaching earth used in the oil bleaching process is slightly more.Generally, the amount used for oil bleaching is 2%-5% of the oil weight. The more bleaching earth is added, the better the bleaching effect. However, excessive addition of bleaching earth will also reduce the yield of refined oil, because the bleaching earth absorbs some oil while adsorbing pigments, which increases refining consumption and costs. Generally, the oil content of waste bleaching earth in refining workshops is generally 20%-25% . At present, a few companies use the solvent extraction method to separate the oil from the activated waste bleaching earth, but the separated oil is jet-black due to the action of the clay, and cannot be decolorized to produce a good color. Therefore, domestic oil refining manufacturers regard the oil content of waste bleaching earth as an important indicator for the selection of activated bleaching earth manufacturers.
2. Acceptance criteria for refined vegetable oil decolorized bleaching earth
Color: white or gray, light pink,
Appearance: powdery solid
Bleaching rate: ≥90%
Particle size (passing 200 mesh screen, %): ≥90%
Moisture: ≤10%
Free acid (calculated as H2SO4, %): ≤0.3
The national standard GB25571-2011 stipulates the physical and chemical indexes of activated clay as follows:
| Physical and chemical indicators | ||
| Project | Index | Testing method |
| Specific surface area (m2/g) ≧ | 130 | Appendix A-A4 |
| Free acid (calculated as H2SO4, %) ≦ | 0.30 | Appendix A-A5 |
| Moisture ( %) ≦ | 12.0 | Appendix A-A6 |
| Particle size (passing 0.075mm test sieve,%) ≧ | 90 | Appendix A-A7 |
| Filtration rate | Pass the test | Appendix A-A8 |
| Bulk density (g/mL) | 0.55±0.10 | Appendix A-A9 |
| pH (50g/L suspension) | 2.2~4.8 | Appendix A-A10 |
| Heavy metals (calculated as Pb,mg/kg) ≦ | 40 | Appendix A-A11 |
| Arsenic (mg/kg) ≦ | 3 | Appendix A-A12 |